
 Всем привет! Продолжаю тему DIY. Меня неоднократно просили создать гайд по 3д печати — какие программы использовать, чем лучше мазать стол для лучшей адгезии, нужно ли извращаться с дополнительным охлаждением, что лучше, боуден или директ? Материала много, поэтому будет несколько частей со ссылками на предыдущие. Не буду затрагивать тему сборки, думаю на этом этапе проблем будет немного — есть инструкции от производителя и ролики в сети, поэтому начну сразу с настройки софта.
Всем привет! Продолжаю тему DIY. Меня неоднократно просили создать гайд по 3д печати — какие программы использовать, чем лучше мазать стол для лучшей адгезии, нужно ли извращаться с дополнительным охлаждением, что лучше, боуден или директ? Материала много, поэтому будет несколько частей со ссылками на предыдущие. Не буду затрагивать тему сборки, думаю на этом этапе проблем будет немного — есть инструкции от производителя и ролики в сети, поэтому начну сразу с настройки софта. В данном посте будет минимум рекомендаций, в основном описание функционала и пояснения на спорных пунктах. В дальнейшем буду ссылаться на него как к методичке новичкам для отсеивания однотипных вопросов.
Если у Вас нет 3д прнтера это не значит, что его не будет в будущем, поэтому прошу не закидывать тапками по причине «материал для узкой аудитории».
Много букв и картинок, у кого платный траффик — включайте прокси =)
Я считаю, что для повседневного использования идеально подходит Simplify 3D. Да, есть множество других программ — та же Cura с сотней подстроек позволяет получить желаемый результат, но думаю она принесет больше пользы профессионалам, которые готовы тратить кучу времени на тонкую подстройку печати нужной модели для получения идеального результата. Я же могу позволить машине в некоторых аспектах решать за меня как будет лучше.
Не буду нахваливать, просто опишу максимум возможностей данной программы, а Вы уже сами решайте =)
Пользуюсь версией 4.0
К сожалению присутствует только английский язык(вообще не только, просто английский наиболее понятный из них), но со временем к этому привыкаешь. Рабочая область состоит из 5 частей:
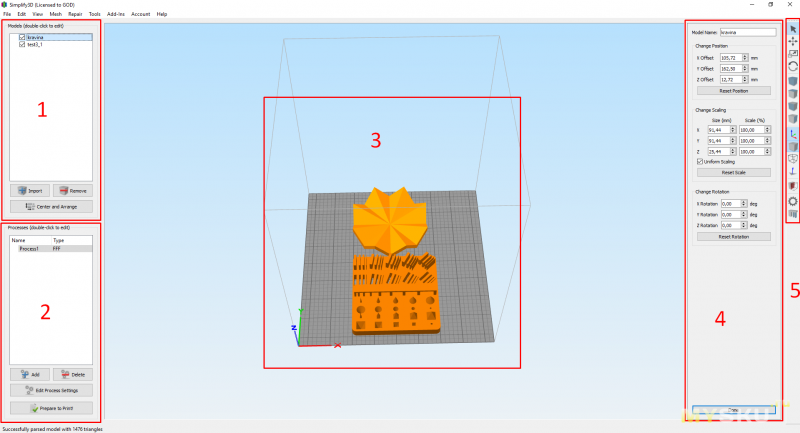
1 — список моделей, мы можем их добавлять/удалять/центрировать.
2 — список процессов, каждый может быть с разными настойками и дополнять друг друга в рамках печати одной или нескольких моделей.
3 — виртуальный стол, который позволяет визуально оценить положение и размер наших моделей.
4 — окно настройки расположения. Позволяет изменять позицию, размеры и наклон модели.
5 — с помощью бокового меню мы можем мышью менять положение, размер моделей, менять ракурсы, делать срез для просмотра внутреннего строения, добавлять/убирать линии поддержки и вызвать панель управления принтером.
Верхнее меню рассмотрим ближе к концу обзора, а сейчас перейдем к главному — первичная настройка принтера и параметров печати.
Переходим в Tools — Options — Machine и настраиваем параметры стола.
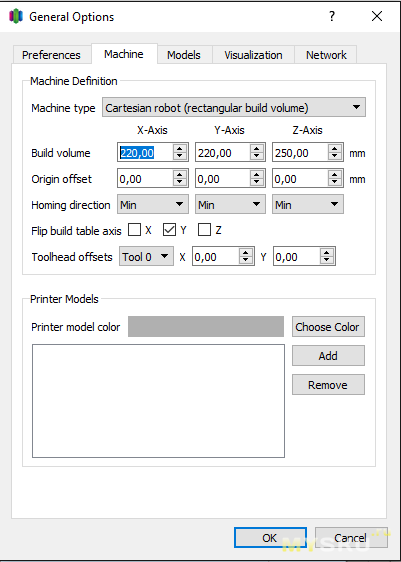
Флип оси Y нужно включать тем, у кого по этой оси «ходит» стол, а не сопло. Закрываем настройки, добавляем любую модель, перетащив ее мышкой в окно программы или через File — Import Models/кнопку Add в окне списка моделей. Автоматически создался процесс с последними настройками(если ранее они вносились). Нажимаем дважды на имя процесса, либо на кнопку Edit Process Settings и попадаем в настройки печати, которые способны отпугнуть каждого второго новичка =) их много, поэтому пришло время спойлеров.
В первой вкладке настраивается экструдер
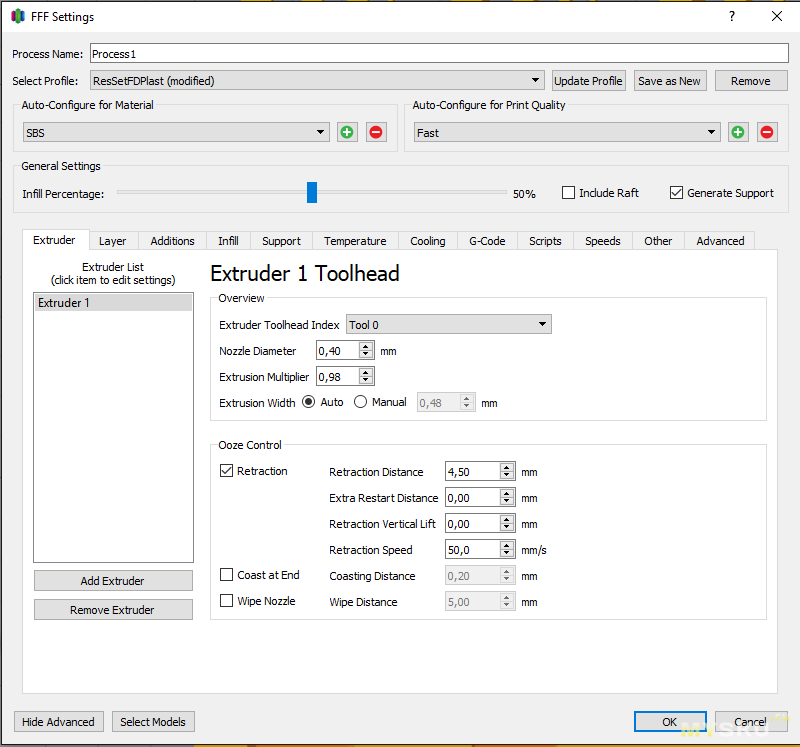
Extruder Toolhead Index — если у нас один, то оставляем значение Tool 0
Nozzle Diameter — вбиваем диаметр своего сопла.
Extusion Multiplier — коэффициент подачи прутка. Индивидуальна для каждого пластика, если мажет слишком жирно — уменьшаем, если слишком слабо — увеличиваем.
Extrusion Width — ширина печати, не может быть меньше диаметра сопла по понятным причинам, я использую «авто»
Retraction — всасывание прутка для того чтобы не оставлять соплей при перемещении сопла между вершинами модели.
Distance — длина прутка, которая вытягивается при ретракте
Extra Distance — сколько лишнего прутка вернуть обратно в сопло при начале печати
Vertical lift — Насколько приподнимать сопло при ретракте.
Speed — Скорость втягивания прутка
Coast at End — Прекратить подачу пластика за хх мм до конца текущего слоя
Wipe nozzle — разгладить место ретракта(пластик подается с запозданием, в конце слоя этот кусок покрывается)
Слой
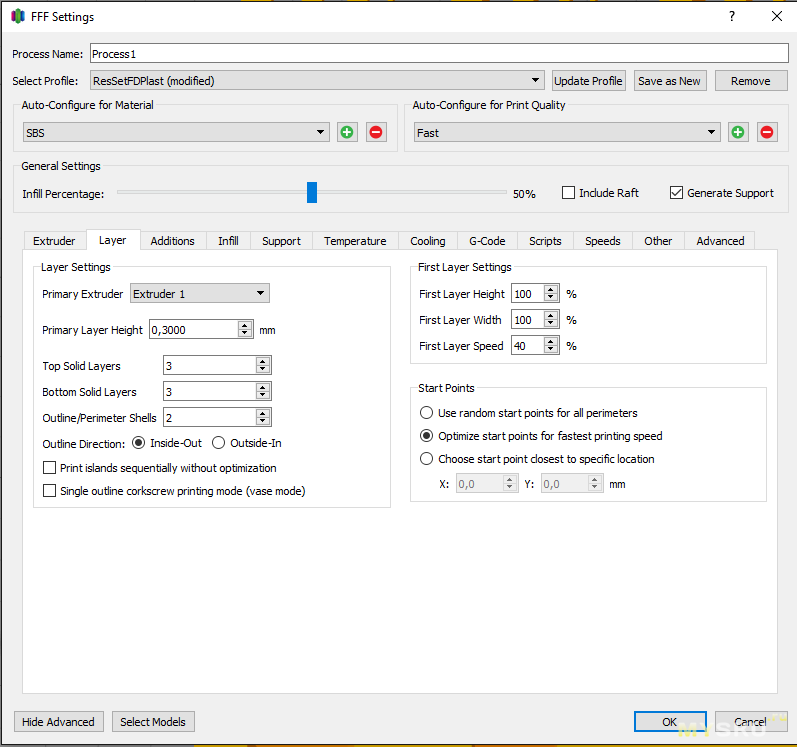
Primary Extruder — не трогаем если он у нас один.
Primary Layer Height — высота слоя печати.
Top Solid Layers — количество верхних слоев(последние слои вершин модели)
Bottom solid Layers — количество нижних слоев(первые слои нижней части модели)
Outline/Perimeter Shells — количество слоев боковых стенок.
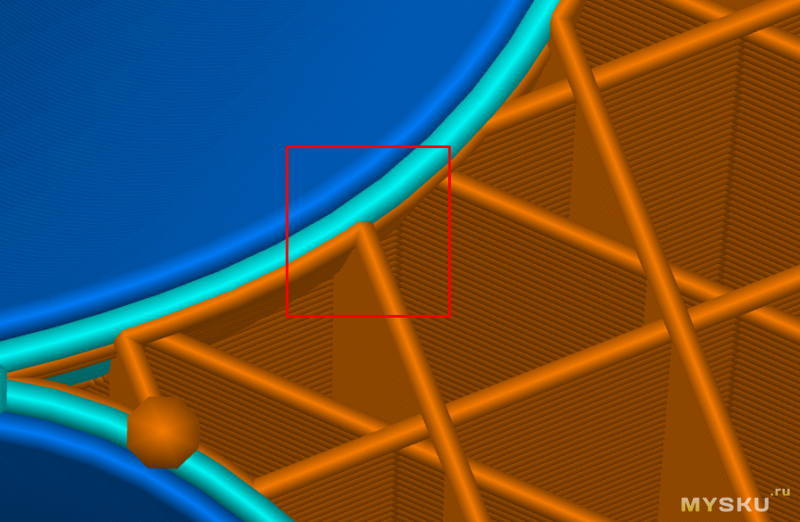
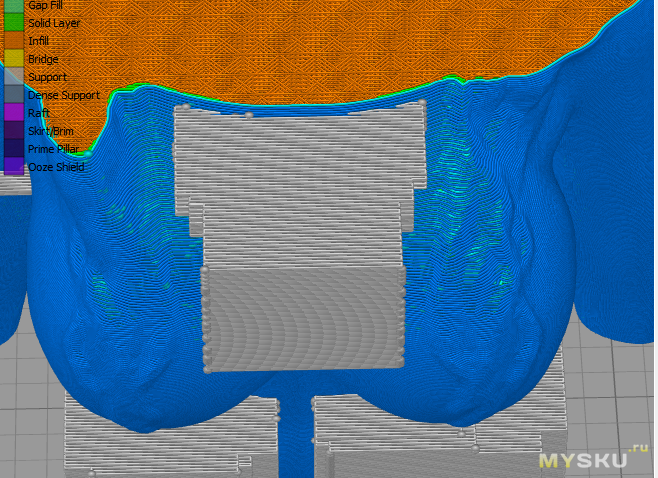
Outline Directions — последовательность печати стенок. Рекомендуется использовать первый параметр при котором сначала печатается внутренний периметр, потом внешний. Если настроить наоборот, на моделях с резким расширением слой будет ложиться на воздух. Синяя линия — внешний периметр, голубая — внутренний:
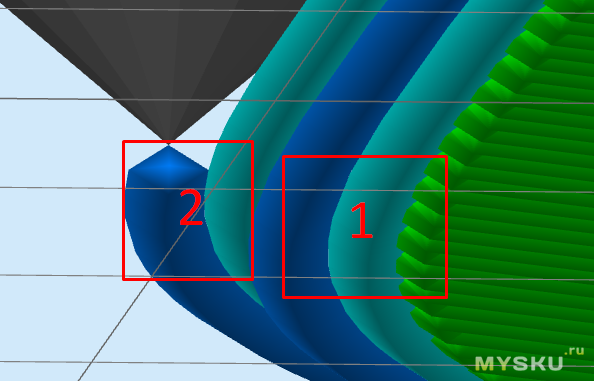
Если сначала печатать внешний слой, ему будет не к чему липнуть и нить ляжет рядом с предыдущим.
Print island sequentially without optimization — по умолчанию принтер печатает по 2 слоя на последней вершине модели и по цепочке идет к ближайшей чтобы не возвращаться повторно, но предыдущий слой может не успеть остыть и острые грани поплывут. При включенной опции новый слой начнет печататься начиная с той грани, которая была первой на предыдущем слое.
Пример:
Порядок вершин для печати новых слоев — 12345/54321, а при включенной опции 12345/12345.
Vase mode — режим печати без остановок одной линией, при включении этой опции выключается заполнение, ретракт игнорируется количество слоев внешней стенки, количество верхних слоев лучше вручную сменить на «0», т.к. модели ваз обычно идут заполненные и принтер обязательно попытается нарисовать верхнюю крышку.
Опции первого слоя
First Layer Height(Высота) — первый слой самый важный, т.к. если модель плохо прилипнет к столу, весь дальнейший процесс будет обречен, поэтому при печати жирными слоями, либо плохо липнущим пластиком, я делаю первый слой тоньше, на 20-50%.
First Layer Width(Ширина) — аналогично высоте, если увеличить значение, будет выдавливаться больше пластика, что улучшит прилипание.
First Layer Speed(Скорость) — чем она ниже, тем лучше, особенно при печати высоким слоем.
Start Points
Use random Stert points — новый слой начинает печататься в случайном месте
Optimize start points — вычисление лучшей начальной точки для ускорение печати
Choose stert point closest to cpecific location — начало печати нового слоя будет как можно ближе к указанной точке координат.
Дополнения
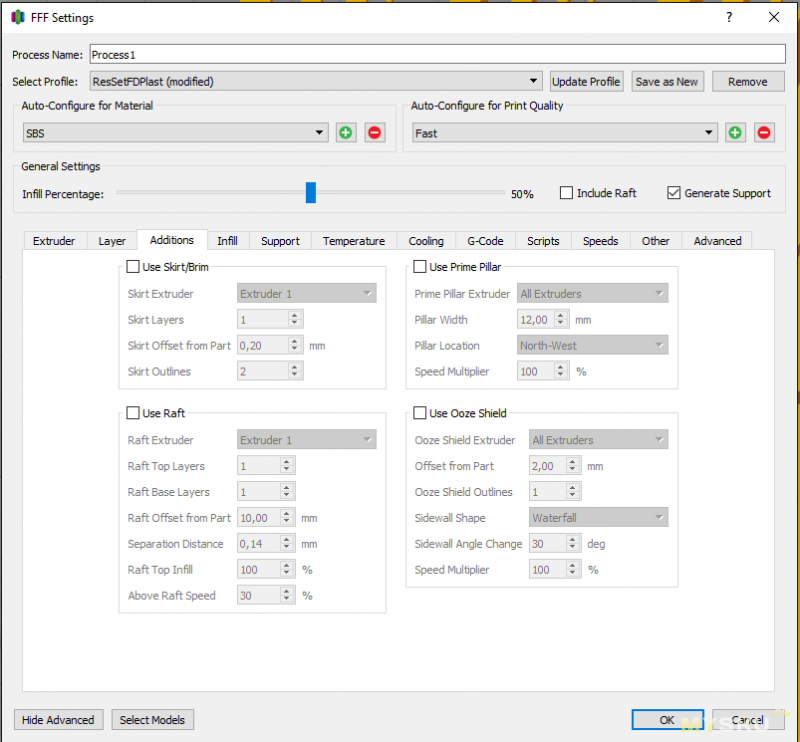
Skirt/brim — печать внешнего контура перед нанесением первого слоя. Задается количество слоев, расстояние от внешней стенки модели и количество линий «юбки». Не сильно влияет на адгезию, в основном используется для заполнения сопла перед печатью основы.
Raft — подложка, которая печатается первой и уже на нее кладутся первые слои модели. Используется при печати объектов с мелкими деталями у основания или когда лень калибровать стол для печати очень тонким слоем.
Первый слой рафта(Base Layer) всегда печатается толстым, с низким заполнением и на низкой скорости(Above Raft Speed) для лучшей адгезии, у последнего же(Top layer) можно изменить заполнение, которое по умолчанию 100%, но лучше оставить как есть чтобы мелкие детали модели не попали на щель.
Параметр Offset from Part отвечает за размытие относительно периметров, то есть растягивает подложку на указанное расстояние от границы внешней стенки, образуя подобие постамента, что повышает общую адгезию.
Separation distance — подстраивается под каждый вид пластика индивидуально, это расстояние, на которое отступит экструдер по оси Z при печати первого слоя. При значении «0» модель приплавит к рафту, при слишком высоких значениях начнет печататься в воздухе.
Use Prime Pillar — построение башенки рядом с моделью. Используется при работе с принтерами, у которых одно сопло на 2 экструдера. При смене филамента, старый размазывается по этой башенке, в результате чего переходы цвета модели получаются чистыми.
Use Ooze Shield — печать защитной стенки вокруг модели. Актуально для ABS пластика, т.к. на сквозняки уже будет плевать(при сильном сквозняке есть риск отлипания «кокона»). Значительно увеличивает время печати.
Заполнение
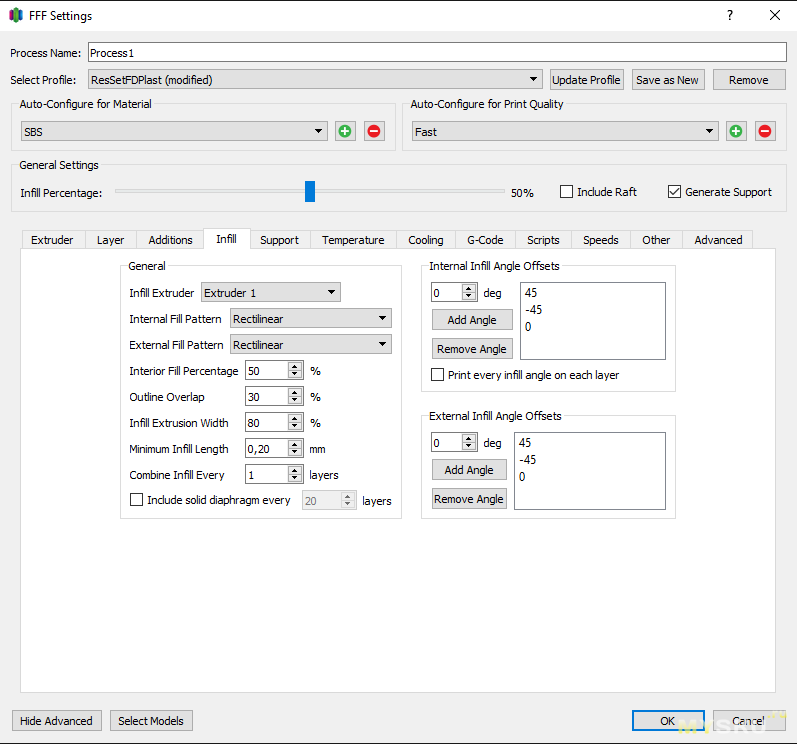
Internal Fill Pattern — внутреннее заполнение модели, есть 4 рисунка заполнения, для себя оставил Rectilinear, но добавил 3 угол «0» градусов(Internal Infil Angle), получается вот такое заполнение:
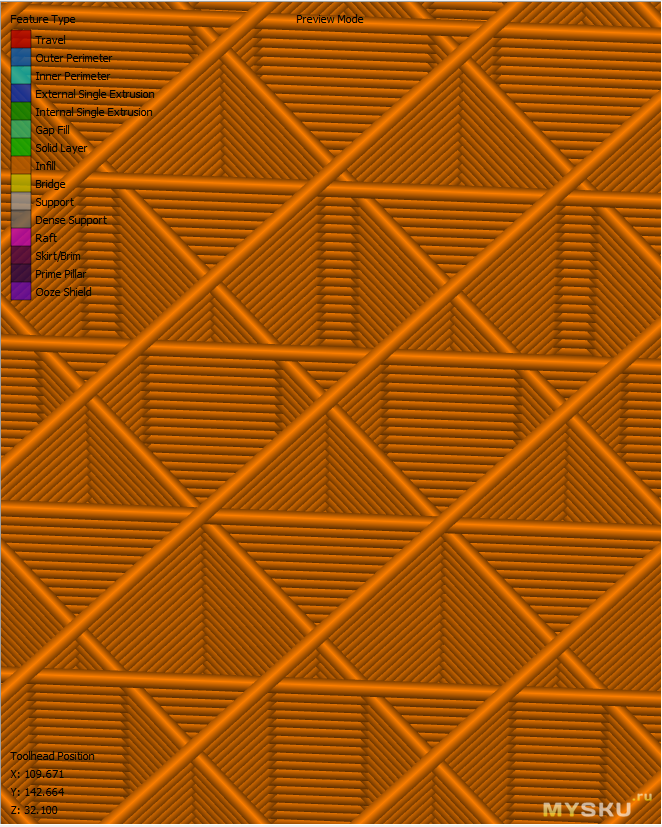
Некоторые части моделей могут быть повернуты под углом 45 градусов и внутри них с настройками по умолчанию будет строиться только один угол поддержки, добавление третьей «распорки» добавляет жесткости при том же расходе пластика.
External Fill Pattern — заполнение дна и крышки модели, тут уже 2 рисунка —
окружность и линии, заполнение всегда 100%.
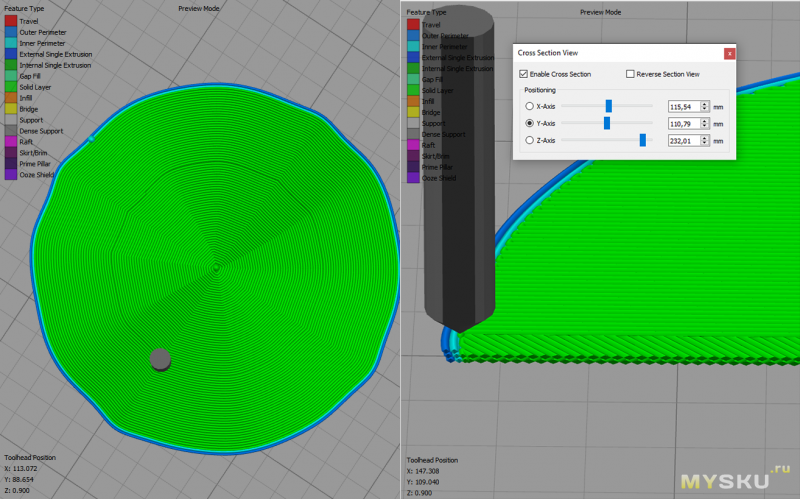
Окружность выглядит лучше, почему же я использую все те же линии с тремя разными углами(External Infil Angle). Вот Вам пример:
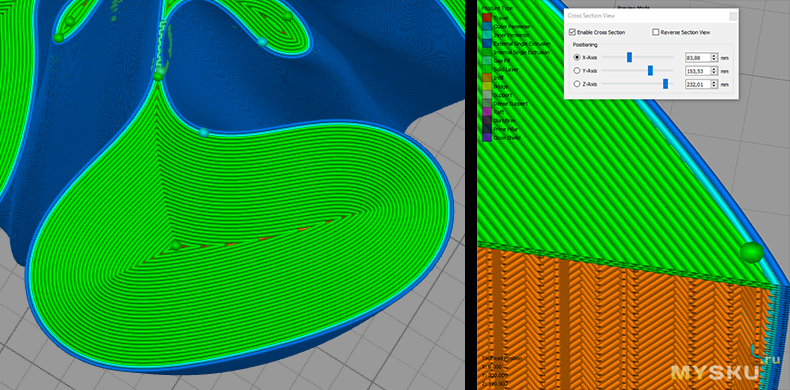
Если последние слои не будут смещаться, заполнение окружностью может оставлять пробелы в верхней и нижней частях, а при использовании линий за 3 захода перекрываются практически 100% огрех предыдущего слоя.
Interior Infil Percentage — то же самое, что и основная настройка процента внутреннего заполнения.
Outline Overlap — наложение заполнения на внутренний слой стенки, вот пример 50%:
Повышает прочность, но если процент и толщина заполнения высоки, может образовываться излишек пластика по периметру стенки модели.
Infil Extusion Width — ширина линий внутреннего заполнения, я экономлю, убавляя до 80%.
Minimum Infil Lenght — минимальная длина заполнения при которой есть смысл его печатать.
Combine infill Every — печатать заполнение каждые n слоев. Можно печатать поддержку реже если не важна общая прочность.
Include solid diaphragm every «n» layers — , печатать слой поддержки со 100% заполнением каждые "n" слоев.
В настройках углов внутреннего заполнения есть чекбокс
Print every infil angle on each layer — при включении будет печатать все углы поддержки на одном слое. По умолчанию углы чередуются послойно.
Поддержка
Принтер создает конструкцию, которая позволит напечатать нависающие части модели.
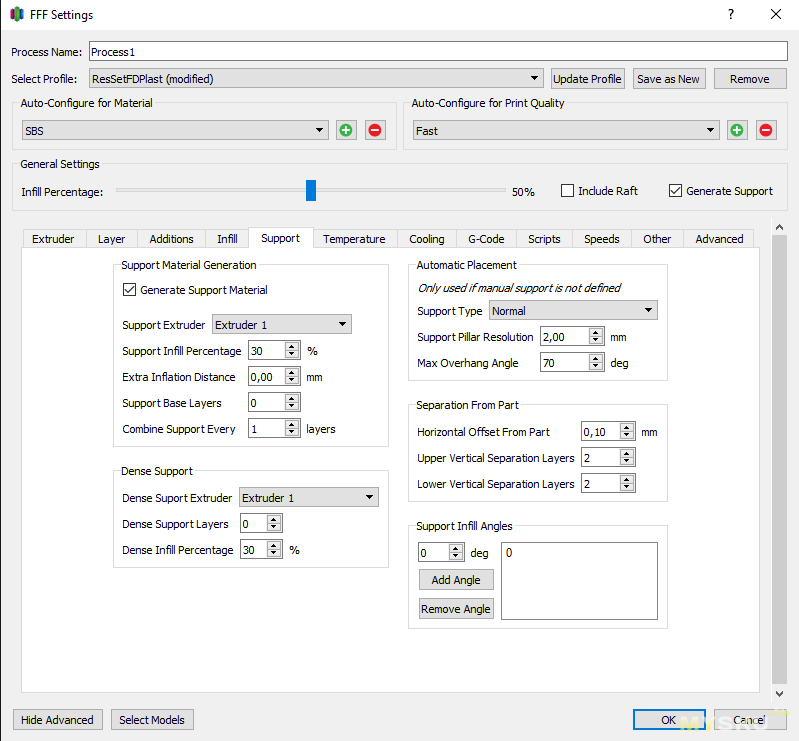
Generate Support Material — активирует печать поддержек, данная настройка продублирована в общем меню выше чтобы не приходилось лазить по вкладкам.
Support Infil Percentage — плотность поддержек(заполнение). Чем выше значение, тем больше стенок поддержки будет построено под нависающей частью. Пример:
Extra inflation Distance — как и в случае с рафтом можно настроить выход поддержек за пределы поддерживаемой части модели(расширение). Например 10 мм:
Видно, что площадь поддержек заметно увеличилась.
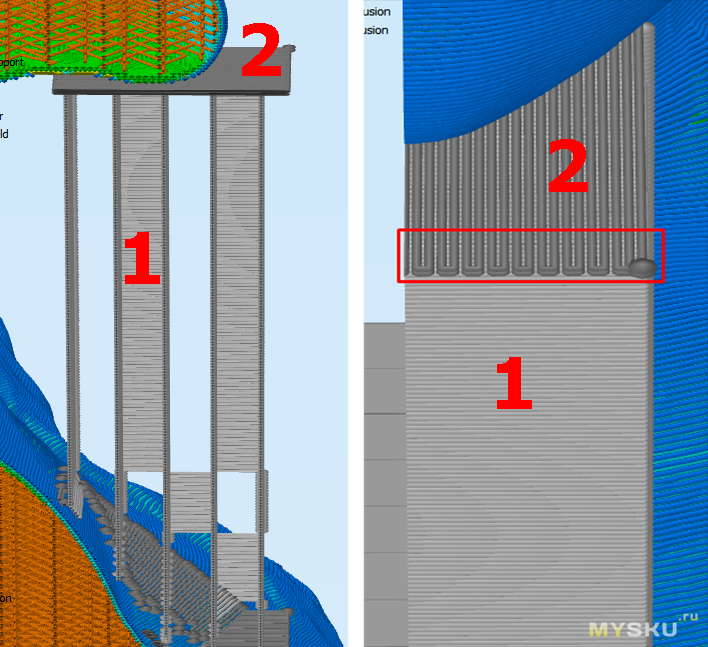
Support Base Layers — поддерживать несколько первых слоев модели. Данная опция появилась в 4 версии программы. Смотрим срез(значение «2»). Видно, что печать поддержек продолжилась после первого слоя модели и прекратилась после второго:
Combine Support Every «n» layers — измененная версия пропуска поддержек. Печать нескольких слоев поддержки за один проход. При значении «3» и толщине основного слоя 0,1мм, новый слой поддержки будет печататься через каждые 3 слоя, высотой 0,3мм. Например:
Крайние слои поддержки так же вынесли в отдельный подпункт, тут можно настроить опции первых и последних слоев, на которые будут опираться нависающие части.
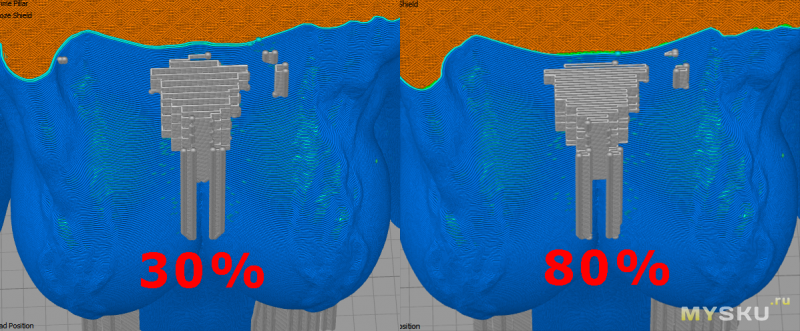
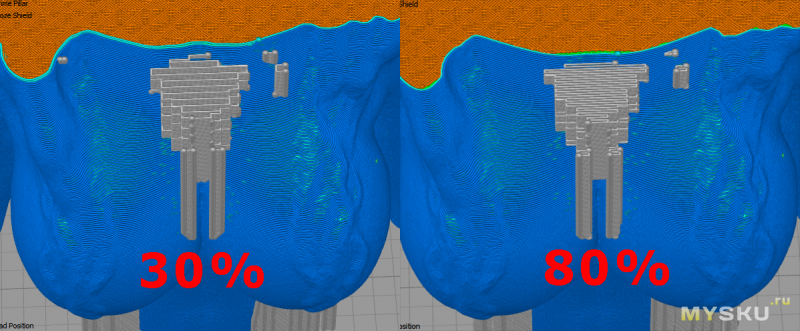
Dense Support Layers — количество крайних слоев.
Dense Infil Percentage — заполнение крайних слоев.
На самом деле довольно удобная надстройка. Позволяет неплохо экономить пластик если нужна высокая поддержка. Так же обеспечивает лучшее прилипание первых слоев поддержки к столу. Пример(основа 10%, первые и последние 2 слоя 80%):
Но есть небольшая ложка дегтя — при печати поддержек от модели, первые слои с высоким заполнением будут хуже отделяться(серый слой на картинке выше).
Automatic Placement — настройки автоматического построения.
Support Type(Normal/Build Platform Only) — позволяет выбрать тип автоподдержек, будут ли они строиться везде под нависающими частями, либо только над частями, которые находятся над столом. Полезно переключать при построении пустотелой модели, чтобы потом не выковыривать саппорт и сохранить свисающие наружные части
Support Pillar Resolution — минимальный размер выступающей части для которого будет построена поддержка. Я оставил 2 мм, меньше не вижу смысла, т.к. слой вряд ли «поплывет».
Max Overhang Angle — максимальный угол наклона свисающей части для построения поддержек.
Separation From Part — отступ от стенок модели
Horizontal Offset From Part — Расстояние между стенками модели и поддержкой. Чем выше, тем меньше шанс на их склеивание. Главное не переборщить, иначе свисающая часть не будет должным образом доведена до основы.
Upper Vertical Separation Layers — пропуск верхних слоев поддержки. При значении больше «0», первый слой свисающей части модели выдавится в воздухе, а не будет размазан по поддержке. Способствует лучшему отделению саппорта после окончания процесса печати.
Lover Vertical Separation Layers — пропуск первого слоя поддержки при ее печати от поверхности модели, так же как и верхняя настройка способствует лучшему отделению поддержки от детали в конце печати.
Support Infill Angles — можно менять угол построения дорожек поддержки под удобный для текущей модели. Выставление нескольких значений приведет к послойному чередованию. Не вижу особого смысла в этих настройках, учитывая возможность менять плотность финальных слоев. Так же при выставлении нескольких разных углов, конструкцию сложнее смять для демонтажа.
Температура
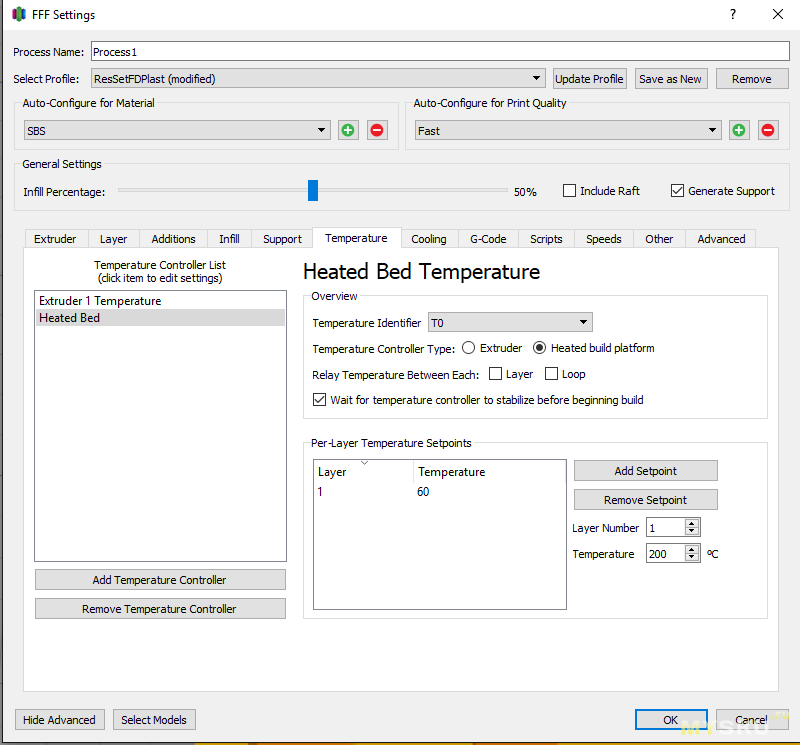
Тут все просто, если у нас один экструдер — выбираем идентификатор «T0»
Потом тип контроллера: Экструдер или Стол. Если в левом списке у Вас пусто, нужно их по очереди добавить кнопкой «Add».
Relay Temperature Between Each — насколько я понял, этот пункт отвечает за стабилизацию температуры, можно выбрать цикл и слой, по стоку температура стабилизируется в режиме реального времени. Смысла в этих чекбокса не нашел, может что-то не так понял =)
Wait for temperature controller to stabilize before beginning build — ждать нормализации температуры до начала печати. Не знаю зачем вывели чекбокс, можно было оставить эту опцию включенной по умолчанию.
Per-Layer Temperature Setpoints — собственно, настраиваем температуру. Можно добавить диапазоны слоев с разным нагревом как стола, так и экструдера. Это может пригодиться когда у Вас много мелких деталей, а Вы не хотите снижать общую температуру экструдера для лучшего спаивания слоев, тогда просто смотрите диапазон слоев с мелочевкой, например 200-300 и понижаете температуру только для него, например:
Слой 1 — 200 градусов
Слой 200 — 185 градусов(после 199 слоя температура снижается до 185 градусов)
Слой 300 — 200 градусов(после 299 слоя температура снова поднимается до 200 градусов)
Охлаждение
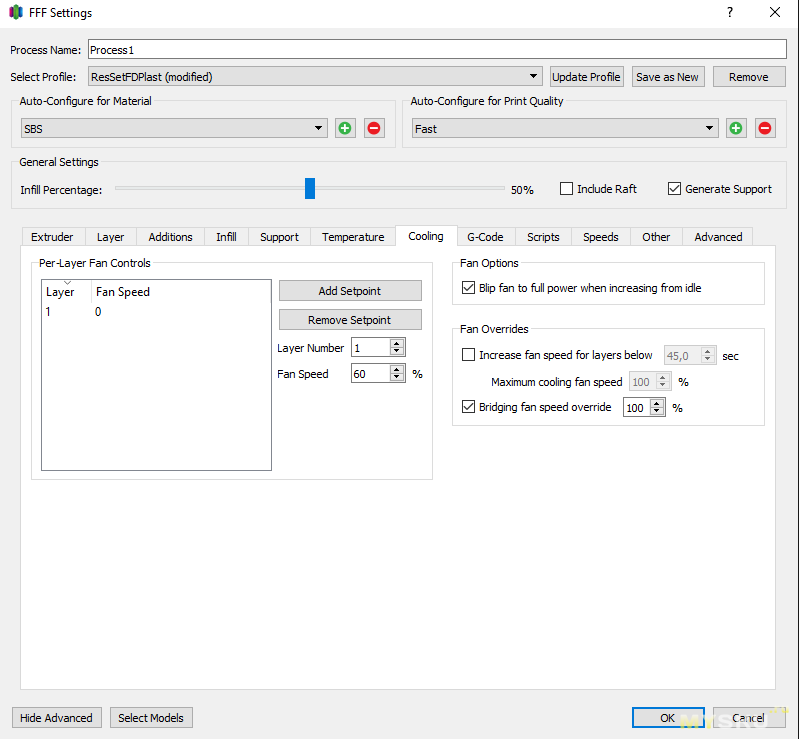
Так же как и температуру, скорость вентилятора обдува модели можно настраивать послойно. Обычно на первых слоях оставляют значение "0" для лучшей адгезии, а при использовании ABS и вовсе отключают обдув. Хотя все зависит от модели — при печати мелких элементов я использую легкое охлаждение, но при условии, что обдув не будет затрагивать основание детали.
Bip fan full power when increasing from idle — после простоя будет увеличено напряжение старта вентилятора. Полезная опция, например у меня на 12% лопасти не крутятся пока не толкнешь пальцем. Данный чекбокс заменяет палец, раскручивая двигатель, подача максимального напряжения менее секунды, слой не успеет переохладиться.
В четвертой версии из данной вкладки убрали настройку ограничения скорости печати слоя и правильно сделали.
Fan Overrides. дополнительные настройки охлаждения.
Increase fan speed for layers below — увеличивать обороты вентилятора если время печати слоя упало ниже указанного значения. Есть как плюсы, так и минусы. Хорошо для мелких деталей к концу печати, но плохо при маленьком основании, т.к. будет дуть на первые слои
Bridging fan speed override — Скорость вентилятора при построении «мостов».
G-Code
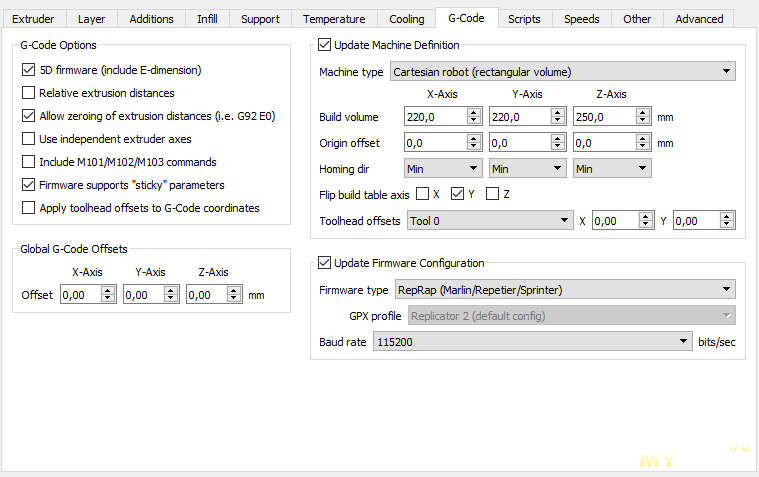
Тут я ничего не трогал. Если есть продвинутые пользователи, которые знают как та или иная настройка повлияет на результат работы, напишите в комментариях — я добавлю информацию сюда.
Update Machine Definition — изменить параметры принтера. Аналогично первоначальной настройке, можно не активировать если изначально все указано верно и ничего не менялось.
Scripts
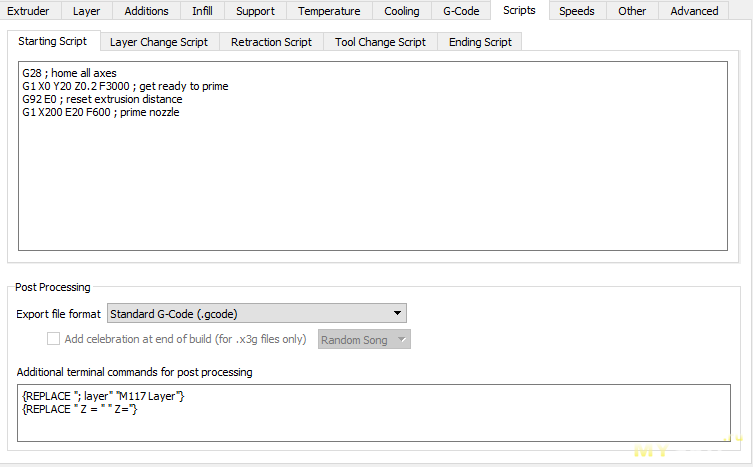
Дополнительные команды для тонкой настройки процесса печати до начала печати, после, подстройка поведения во время ретракта, при смене экструдера(если их несколько), в конце печати. Например для заполнения сопла можно до печати давать команду на проведение линии по оси X в нижней части стола, после чего уже начинает печататься первый слой без пробелов, а в конце печати выдвинуть стол вперед, а не назад.
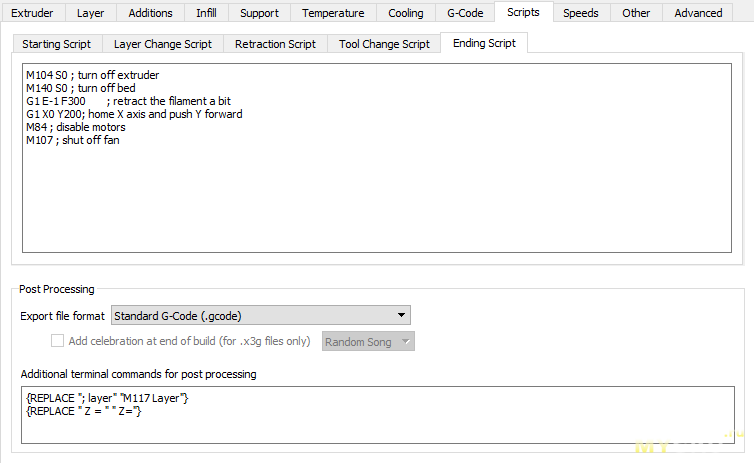
Так же в нижней части есть поле:
Additional Terminal commands for post processing — для A6 можно добавить 2 строчки для вывода дополнительной информации, в моем случае это номер текущего слоя и координаты по оси Z.
Speeds(Скорость печати)
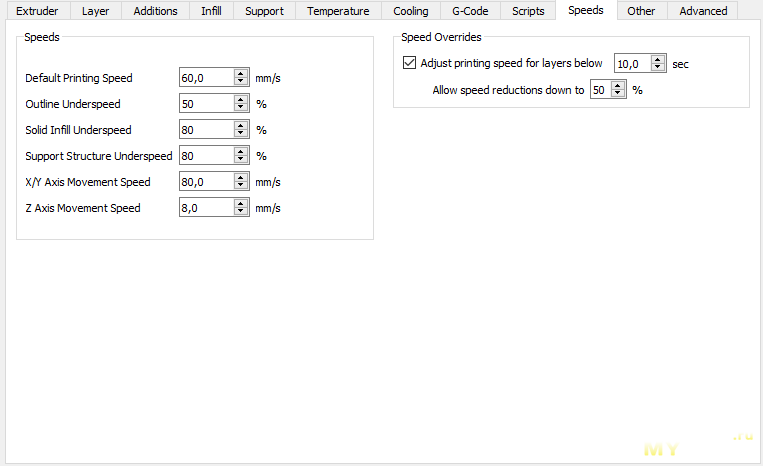
Default Printing Speed — стандартная скорость принтера, базовое значение, можно указывать максимально возможное по «паспорту».
Outline Underspeed — скорость печати внешнего периметра стенки. Чем меньше значение, тем ровнее будут лежать слои, помогая избежать пробелов, неровностей и плохой адгезии.
Solid Infill Underspeed — скорость печати первых и последних сплошных слоев модели. Чем ниже скорость, тем равномернее будет распределен пластик.
Support Structure Underspeed — Скорость печати поддержек. Думаю пояснений не надо.
X/Y Axis Movement Speed – скорость перемещения каретки по осям X и Y в перерывах между печатью(от вершины к вершине)
Z Axis Movement Speed – скорость подъема экструдера по оси Z
Так же сюда перекочевала настройка ограничения скорости печати(из вкладки охлаждения).
Adjust printing speed for layers below — снижать скорость печати если время печати слоя ниже указанного. Время печати уменьшается при уменьшении размера модели, следовательно предыдущие слои могут не успевать остывать при использовании ряда пластиков.
Other(Другое)
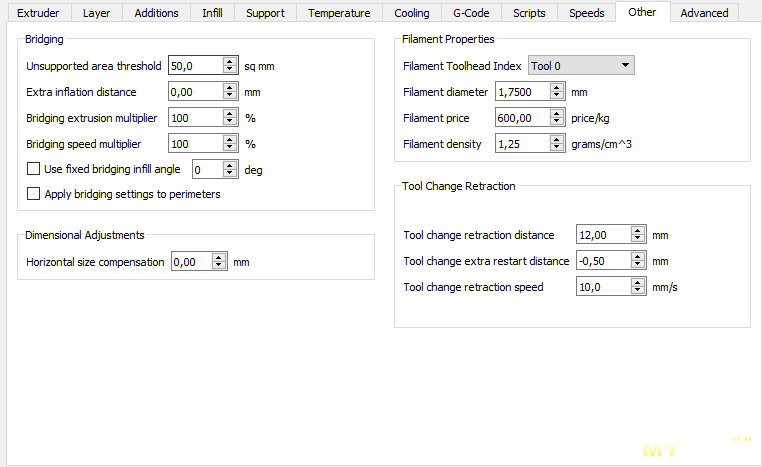
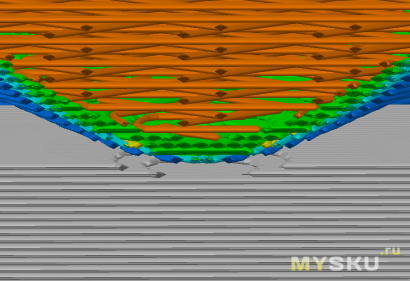
Bridging — мосты. Это слой, который печатается в воздухе, создающий перекрытие на стенках. Довольно удобная опция печати, которая позволяет не наращивать поддержки.
Unsupported area threshold — минимальная площадь перекрытия без поддержек, которая должна определяться как мост. Если площадь меньше выставленного значения, будет печататься обычный слой. В идеале значение подбирается под каждый тип пластика, как и скорость обдува при построении.
Extra inflation distance — размер крепления «моста» на стенках. При прокладывании мостов с большим наложением на стенки уменьшается шанс отрыва или провисания нити.
Bridging extrusion multiplier – толщина линий мостов. В зависимости от используемого пластика и температуры сопла, линии растягиваются/дают усадку из за охлаждения и иногда становятся тоньше.
Bridging speed multiplier – скорость печати мостов. Чем быстрее скорость, тем меньше шанс на провисание, но опять же, многое зависит от используемого пластика и температуры сопла.
В 4 версии появилось еще 2 надстройки:
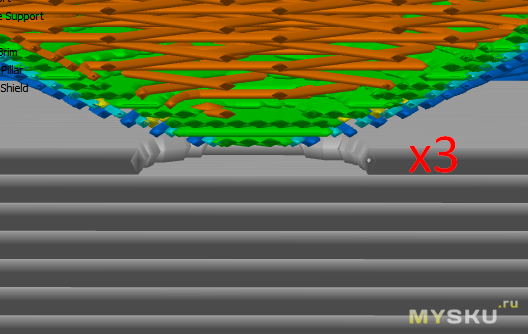
Use fixed bridging infill angle — по умолчанию программа сама определяет относительно какой стены начинать построение, но мы можем задать любой фиксированный угол.
Apply bridging setting to perimeters — вот это я прям ждал. Дело в том, что ранее периметры строились до моста. Ну как строились — свисали как провода на столбах зимой. Но если мы поставим галочку, стенки напечатаются с теми же настройками, что и мосты, сведя свисание первых слоев практически к нулю. Пример:
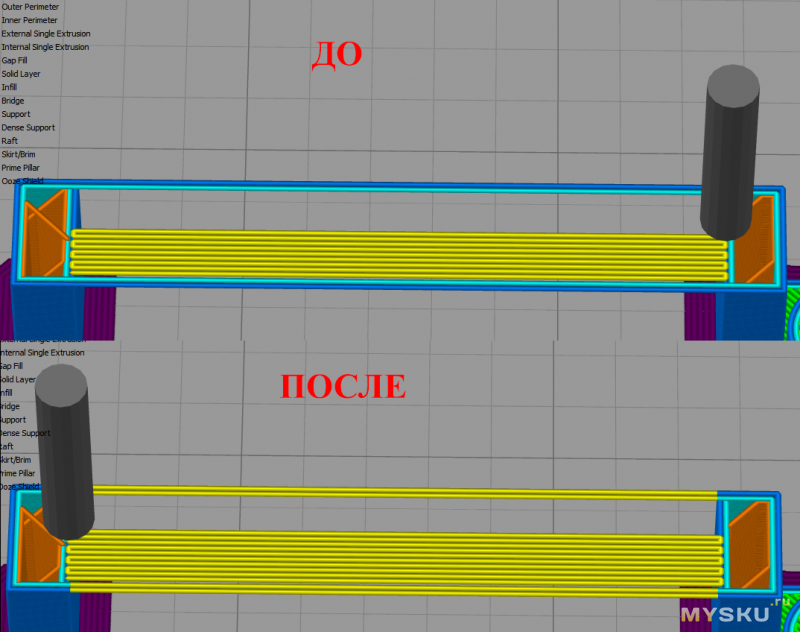
Прям молодцы, порадовали.
Dimensional Adjustments. Корректировка размеров.
Horizontal Size Compensation – коррекция размеров модели в длину и ширину. Не экспериментировал, но в теории после пробной печати можно сопоставить размеры полученной детали с чертежом, вбить расхождение и программа сама рассчитает нужные правки. Актуально для пластиков с большой усадкой.
Filament Properties — Настройки прутка, такие как диаметр, цену за килограмм и плотность. Если вбить актуальные значения, программа довольно точно вычислит количество пластика, необходимого для печати модели, а так же вес и себестоимость.
Tool Change Retraction — Настройка ретракта при печати несколькими экструдерами.
Advanced(расширенные настройки)
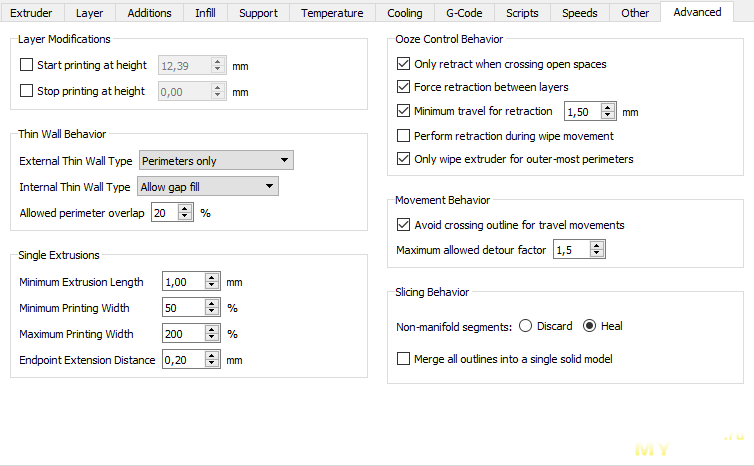
Layer modifications – можно задать диапазон печати по оси Z. Например при смене прутка или продолжении печати после сбоя.
Thin Wall Behavior. Настройка печати тонких стенок.
External Thin Wall Type -внешняя тонкая стенка. Имеется 2 настройки:
Perimeters only — печатать только периметры
Allow single extrusion walls — одиночная стена с динамической толщиной стенки.
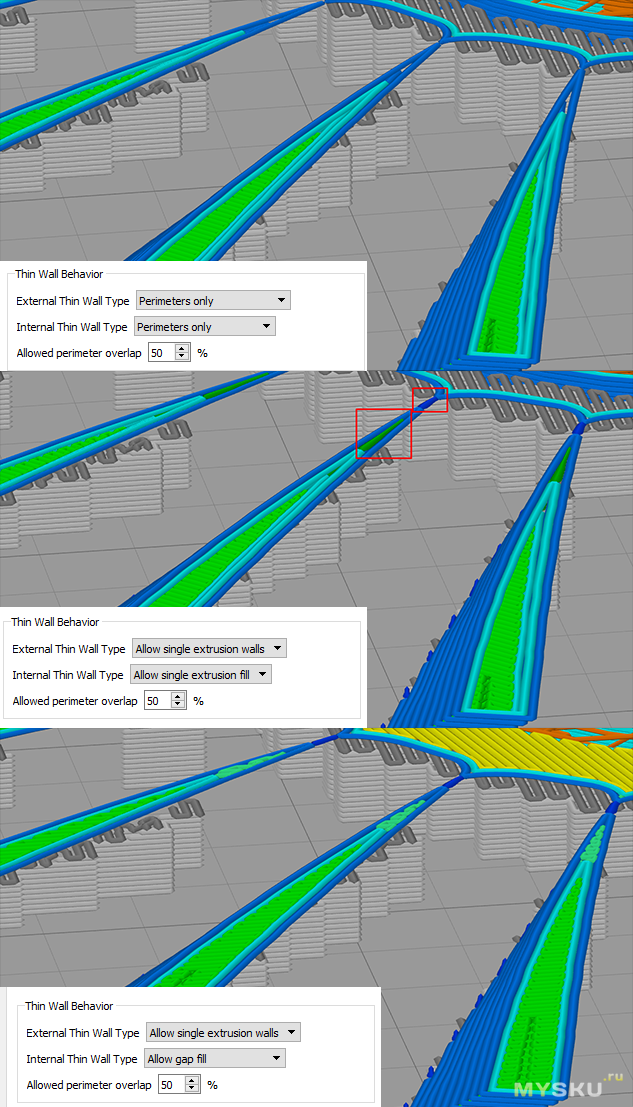
Internal Thin Wall Type — внутренние тонкие стенки. Тут на выбор уже 3 опции:
Perimeters only — стандартные периметры.
Allow single extrusion fill — динамическая толщина линии заполнения.
Allow gap fill — Что-то среднее между внутренним и внешним заполнением, отмечается в слайсере другим цветом, ниже будет пример.
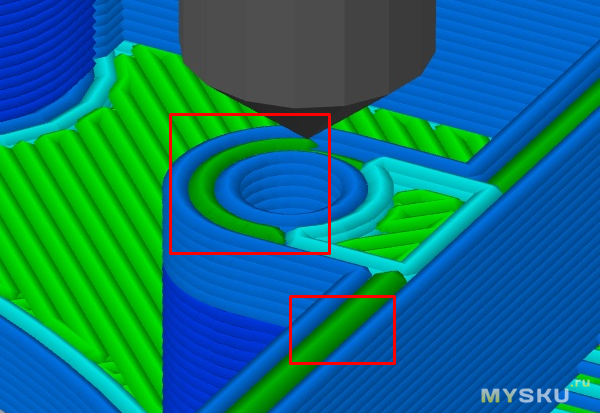
Allowed perimeter overlap – допустимое перекрытие периметра. Если честно, особо разницы не заметил после изменения данного пункта настроек, вот небольшой пример:
А Вот большой пример влияния остальных параметров:
Ну и еще с официального сайта:
Single Extrusions. Настройки динамического заполнения.
Minimum Extrusion Lenght — минимальная длина для просчета динамического заполнения.
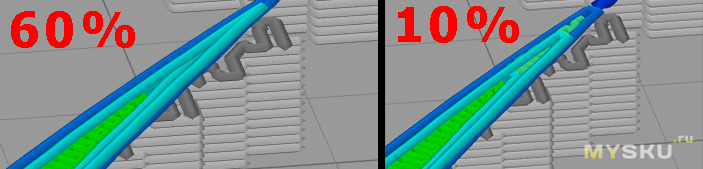
Minimum Printing Width — минимально возможная ширина слоя. Зависит от возможностей принтера и используемого сопла, подбирается индивидуально.
Maximum Printing Width — максимальная ширина слоя, аналогично верхнему значению — все зависит от сопла и возможностей.
Endpoint Extension Distances — насколько разрешено заполнению заходить на другие периметры по аналогии с наложением заполнения на базовый слой. Лучше перекрываются пустоты.
Ooze Control Behavior. Дополнительные настройки ретракта.
Only retract when crossing open spaces — выполнять ретракт только при перемещении экструдера по воздуху от одной части модели к другой.
Forge retraction between layers — ретракт при каждом переходе на новый слой.
Minimum travel for retraction — отключить ретракт если расстояние перемещения сопла между частями модели ниже указанного значения. При мелких перемещениях нет смысла дергать пруток.
Perform retraction during wipe movement — делает ретракт при разглаживании слоя(Wipe nozzle) для того чтобы не налить еще лишнего когда сопло поднимется.
Only wipe extruder for outer-most perimeters — дополнение предыдущей настройки, делать разглаживание только внешнего периметра. Логично, на внутреннем нам красота не так нужна.
Movement Behavior — оптимизация холостых перемещений сопла таким образом, чтобы оно не пересекало свежий слой печати. То есть переход на соседнюю часть модели будет осуществляться не как попало, а от ближайших краев. Уменьшает количество соплей, подтеков и разводов соплом на поверхности.
Maximum allowed detour factor — Максимальное смещение курса. Насколько я понял, это сложность просчета движения. При малых значениях старается пройти кратчайшим путем задевая минимум периметром, при высоких обводит модель чуть ли не по всему периметру пока не дойдет до зоны печати остальной части. Могу ошибаться, поправьте.
Slicing Behavior. Обработка ошибок во время слайсинга.
Non-manifold segment — мелкие ошибки:
Discard — ничего не трогать
Heal — попробовать «вылечить» модель.
Merge all outlines into a single solid model — «заткнуть» все лишние дыры в модели. Осторожно, может запечатать и нужные технологические отверстия если они ему не понравятся.
С настройками вроде разобрались, перейдем к верхнему меню. Многие его пункты дублируют инструменты панели быстрого доступа, которая находится справа, поэтому ее рассматривать не будем. И так уже наверное отсеялась большая часть читающих ))
Вкладка File
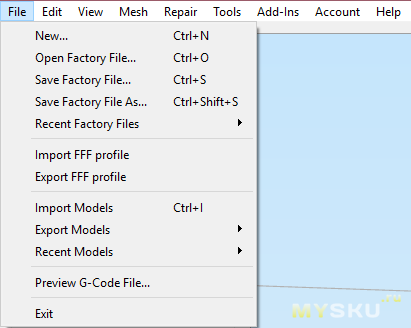
New — создать новое рабочее пространство. Очищается стол и процессы.
Open Factory File — открыть конфигурационный файл
Save Factory File/Save As — сохранить конфигурационный файл. Что же это за файл такой загадочный? Забегая вперед, он похож на FFF Profile, только включает в себя настройки принтера вцелом под текущую модель. Например у Пети не получается нормально отпечатать модель, а у меня получается на такой же принтере и версии программы. Значит Петя где-то накосячил. И чтобы не разбираться где именно, я могу скинуть ему Factory File для того, чтобы он получил аналогичный результат.
Так же можно хранить их вместе со сложными моделями, которые требуют подстройки печати чтобы каждый раз их не менять. Удобненько.
Recent Factory Files — последние открытые конфигурационные файлы.
Import FFF Profile — подгрузить профиль.
Export FFF Profile — выгрузить профиль. Вот то о чем я писал выше. FFF Profile не подстраивается под модель, а является шаблоном настроек печати. После того как подобрали настройки под определенный тип пластика, мы сохраняем его в своем профиле, при чем можно сформировать довольно большой список под каждый цвет и тип, да и профилей можно сделать несколько чтобы было проще ориентироваться при печати пластиком от разных производителей.
Если нам понадобится подключить принтер к другому компьютеру, мы просто экспортируем профиль со старого и импортируем в новый, после чего работаем как обычно. При первом старте не забудьте указать настройки принтера, они не входят в FFF Profile если в настройках печати не включена коррекция.
Import Models — загрузить модель
Export Models — выгрузить модель
Recent Models — просмотр списка последних импортированных моделей.
Preview G-Code File — по сути это импорт уже нарезанной модели без возможности изменения, открывается сразу окно просмотра печати.
Exit — выход из программы.
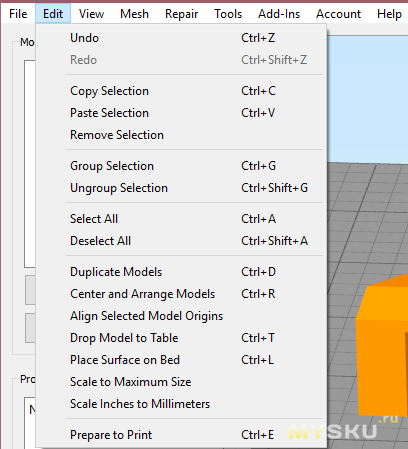
Вкладка Edit
Undo/Redo — отменить/вернуть последние изменения
Copy Selection — копировать выбранную модель в буфер обмена.
Paste Selection — вставить выбранную модель из буфера обмена.
Remove Selection — вырезать выбранную модель.
Group Selection — сгруппировать группы из выбранных моделей. В дальнейшем можно будет применить одну настройку печати ко всей группе, а другую к остальным моделям, которые в нее не входят. Тоже удобно когда нужен индивидуальный подход к разным элементам.
Ungroup Selection — разгруппировать.
Select All — выделить все.
Deselect All — отменить выделение.
Duplicate Models — дублировать модель. Указываем число копий, жмем "ok" и получаем нужное количество.
Center and Arrange Models — центрировать модели. Максимально удобное размещение для печати по мнению бездушной машины.
Align Selected Model Origins — наложить модели друг на друга. Может быть полезно для сравнения размеров и геометрии, отличия будут выделяться.
Drop Model to Table — опустить модель на поверхность стола. Это если Вы приподняли модель над поверхностью и не хотите вручную вылавливать момент касания.
Place Surface on Bed — указать грань, которая должна касаться стола. Мастхэв функция, пользуюсь постоянно. Активируете ее(горячие клавиши CTRL+L), водите мышкой по поверхности модели, выбираете нужную грань(подсвечивается) и деталь прилипает к столу нужной стороной.
Scale to Maximum Size — увеличить модель до максимально возможных размеров, которые поддерживает наш стол.
Scale Inches to Millimeters – конвертировать дюймы в миллиметры. Дюймовые размеры попадаются редко, но все же бывает и без конвертирования масштаб будет не верным.
Prepare to Print – запуск слайсинга и переход в меню просмотра печати.
Вкладка View
Первые 4 опции поворачивают к нам модель нужной стороной.
Coordinate Axes — показывать оси координат.
Solid Model — думал, что будет переключать вид на цельную модель/каркас, но нет, она просто становится невидимой. Возможно я чего-то не понимаю )
Wireframe — подсвечивание граней модели.
Show Normals — просмотр нормалей. Если вкратце, они должны быть направлены наружу, одинаково со всех симметричных частей модели. Если она строилась отзеркаливанием отдельных частей, могут возникнуть проблемы при слайсинге. Если хотите узнать больше о нормалях — гуглите.
Cross Section — просмотр сечения модели по 3 координатам. Можно рассмотреть любую полость детали не вращая стол и не заглядывая в щели.
Auto-Rotate View — включает плавное вращение стола. Не знаю в каких случаях может пригодиться, я обычно кручу руками. Со стороны придает небольшой вау-эффект. В фильмах же 3д модели постоянно вращаются в окошках =)
Вкладка «Mesh»
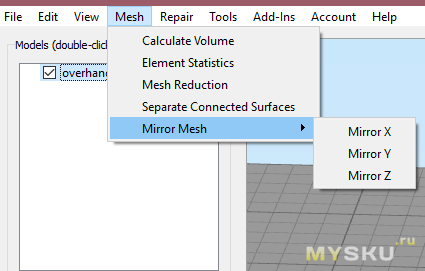
Calculate Volume — высчитывает объем модели в кубических сантиметрах.
Element Statistics — показывает статистику по длине частей модели. Среднюю, максимальную и минимальную. Анализируя эти данные можно понять сколько нужно выставить периметров, плотность заполнения и т.д. чтобы деталь пропечаталась нормально.
Mesh Reduction — меняет разрешение модели, увеличивая длину полигонов.
Mirror Mesh — зеркалит модель относительно выбранной плоскости.
Вкладка Repair
. Не скажу, что особо полезна, но мелкие проблемы можно попробовать решить.
Identify Non-Manifold Edges — искать неправильные грани(подсвечивает ошибки)
Identify Self Intersecting Surfaces — искать пересекающиеся поверхности(подсвечиваются).
Clear Result — очистить результаты поиска(убрать подсветку ошибок модели).
После разделителя уже идут опции лечения:
Repair Normals — попытаться развернуть нормали.
Repair Flipped Triangles — попытаться исправить перевернутые треугольники.
Repair Surface Orientation — исправить ориентацию поверхности. Ни разу не использовал на практике, сложно сказать что делает.
Remove duplicate triangles — убрать дублирующие треугольники
Remove orphaned triangles — убрать потерянные треугольники.
Вкладка Tools
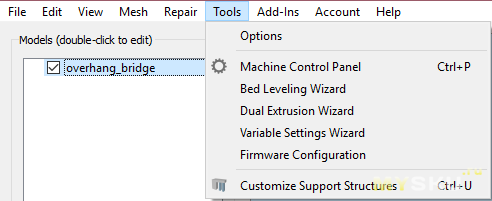
Options — Основные настройки программы, там же производится первичная настройка принтера.
Machine Control Panel — панель управления принтером. Я не знаю почему она не вызывается автоматически, приходится постоянно запускать вручную.
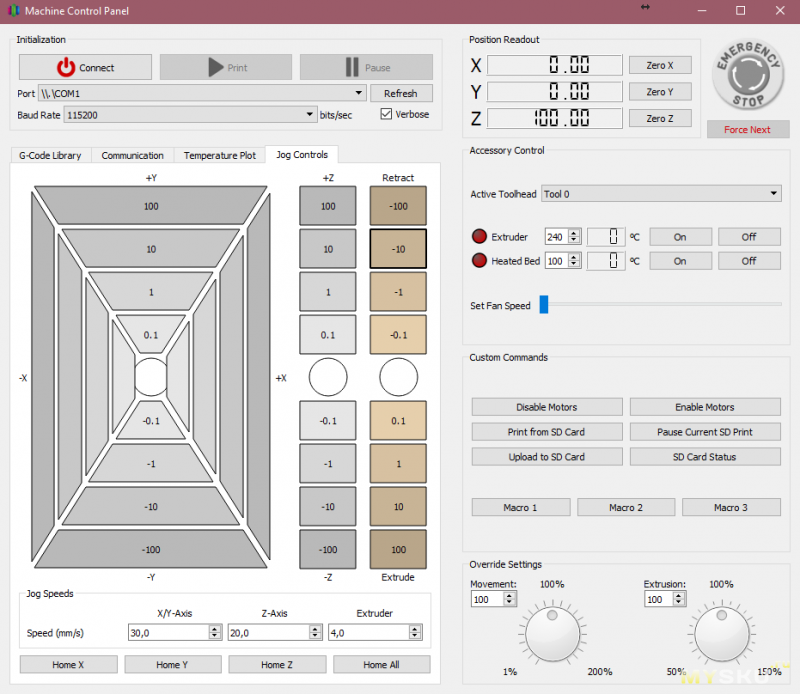
Тут все что нам нужно для контроля процесса печати — библиотека G-code для быстрого старта печати, управление столом, экструдером, можно закидывать файлы на карту памяти принтера(долго), запускать печать с карты памяти, после чего можно спокойно выключать компьютер, процесс не прервется. Так же есть настройка скорости печати и подачи прутка, возможность приостановить и продолжить печать, лог событий, графики температур. В общем, удобная и клевая панелька.
Bed Leveling Wizard — мастер выравнивания стола. Многие устанавливают эту программу только для того чтобы провести калибровку. Пошагово производит 2 прохода по крайним зонам стола, опускаясь в нулевую точку, второй проход контрольный для проверки.
Dual Extrusion Wizard — мастер настройки печати двумя соплами.
Firmware Configuration — можно поправить коды команд если конфигурация принтера отличается от общепринятой.
Customize Support Structures — панель ручного редактирования поддержек. Тоже иногда выручает, например когда автомат не справляется или если оператор считает, что сможет выставить их экономичнее, увеличив скорость обдува при печати нависающей части.
Вкладка Add-Ins
. В ней пока только одна опция.
Convert Image to 3D — преобразование обычной картинки в выпуклую. Настроек не так много как в программах для создания «lithophanie»(контурное фото, просвечивающееся на свету), но все же. Пример преобразования без обесцвечивания, размеры модели(XYZ): 20х4х16мм.

Остаются Account и Help, но не вижу смысла их рассматривать, т.к. это уже индивидуальные параметры.
Ну и напоследок разберем интерфейс предпросмотра печати. Потерпите, осталось немного — все логично, поэтому сильно расписывать не буду =)
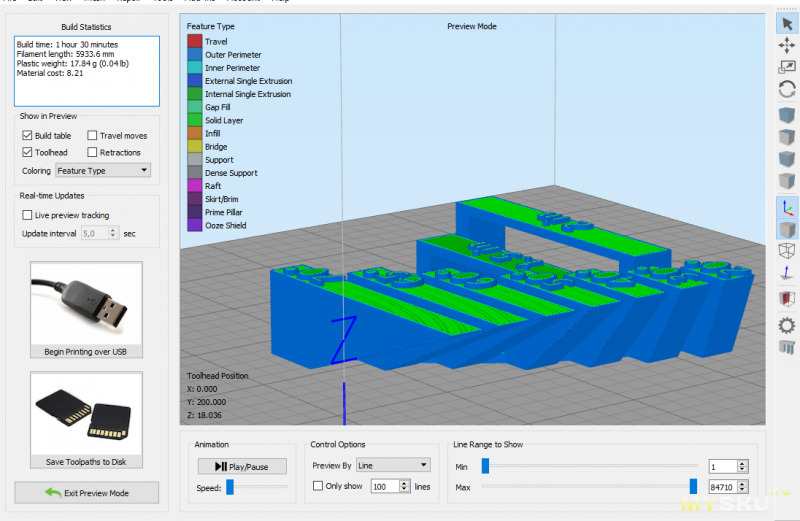
В левой верхней части расположена информация о печати модели:
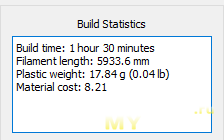
Время печати
Необходимая длина прутка
Вес использованного пластика
Затраты на материал.
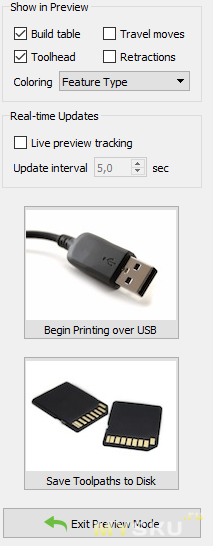
Ниже расположились настройки визуальной «раскраски» модели, чекбокс, включающий реалтайм просмотр печати на виртуальном столе и кнопки начала печати/сохранения G — кода для дальнейшей автономной печати.
Большую часть окна занимает виртуальный стол.
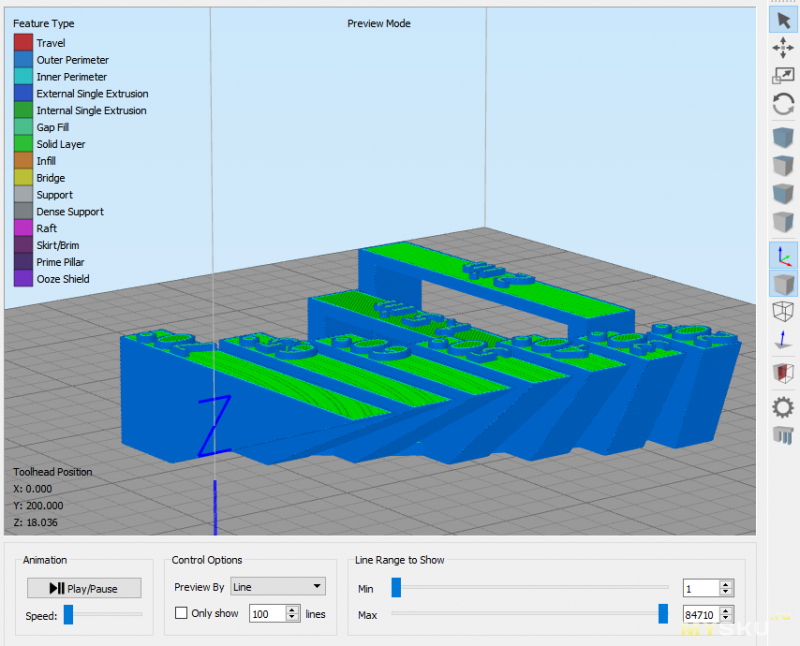
Тут отображается модель уже после «нарезки», в левом верхнем углу информация по цвету линий в зависимости от их типа( Feature Type), ниже позиция сопла(Toolhead Position). Справа уже знакомая панель инструментов.
В самом низу расположены ползунки и настройки симуляции печати. Можно запустить виртуальную печать и проследить все движения сопла или двигать ползунки слоя вручную до нужной позиции.
Спасибо всем кто дочитал до конца, надеюсь данная информация окажется полезной. Если я где-то ошибся или пропустил какие-то детали, исправьте меня в комментариях — я внесу изменения в материал.
Это первая часть мануала по 3д печати, далее будет практика:
Разберем влияние настроек на разные типы пластика, подробнее остановимся на настройках процессов печати(для создания одной модели можно использовать несколько процессов), обсудим апгрейд принтера(необходимый и не очень). Дискуссии в комментариях приветствуются — в споре рождается истина ©.
Всем равномерных прутков и добра =)
(c) 2017 Источник материала